
Ron Plate and Dick Nason installing 40 inch mirror cell in assembly pit #1
Installing 40 Inch Mirror Cell
Aerial Mapping Camera Test Station

For Hill Air Force Base Test Depot, Ogden, Utah
A large cast-iron castings underside is being machined in one of B&C’s telescope assembly pits.
There were 121 identical holes machined in the casting to hold an array of optical collimators.
The collimator holes all pointed to a common focal point reference target field.
Boller and Chivens Assembly Bay

One of the Boller and Chivens Telescope Assembly Bays
Assembly in background, a 16-inch telescope for University of Montana; in the center, a 30-inch telescope for University of Texas; and in foreground, secondary mirror housings for the 150-inch telescope at KPNO.
40 Inch (1.02 meters) Telescope for Siding Spring, Australia
 Don Winans, Boller and Chivens Telescope Assembly Supervisor in L & F Industries’ high bay assembly building.
Don Winans, Boller and Chivens Telescope Assembly Supervisor in L & F Industries’ high bay assembly building.
Future 36″, 40″, and 48″ telescopes were assembled at South Pasadena plant.
In the early 1960s, the Australian National University established a new astronomical site at Siding Spring in central New South Wales, partly in the expectation that it would provide somewhat clearer skies than those at Mount Stromlo, and partly to escape the increasing light pollution of the growing Canberra. The selection of Siding Spring followed an extensive site-testing programmer organized by the then Director, Bart Bok. The new site was instrumented with three reflectors of modest size, all made by Boller & Chivens. The 40-inch is the largest of the three. The other two being a 24-inch and a 16-inch. It has proved a useful instrument especially for photometric and imaging work.

 Image by Bryn Jones http://www.maths.qmul.ac.uk/~jbj/obspics/sidingsp/mssso_ss.html
Image by Bryn Jones http://www.maths.qmul.ac.uk/~jbj/obspics/sidingsp/mssso_ss.html
For more information about this telescope, visit the ANU Research School of Astronomy.

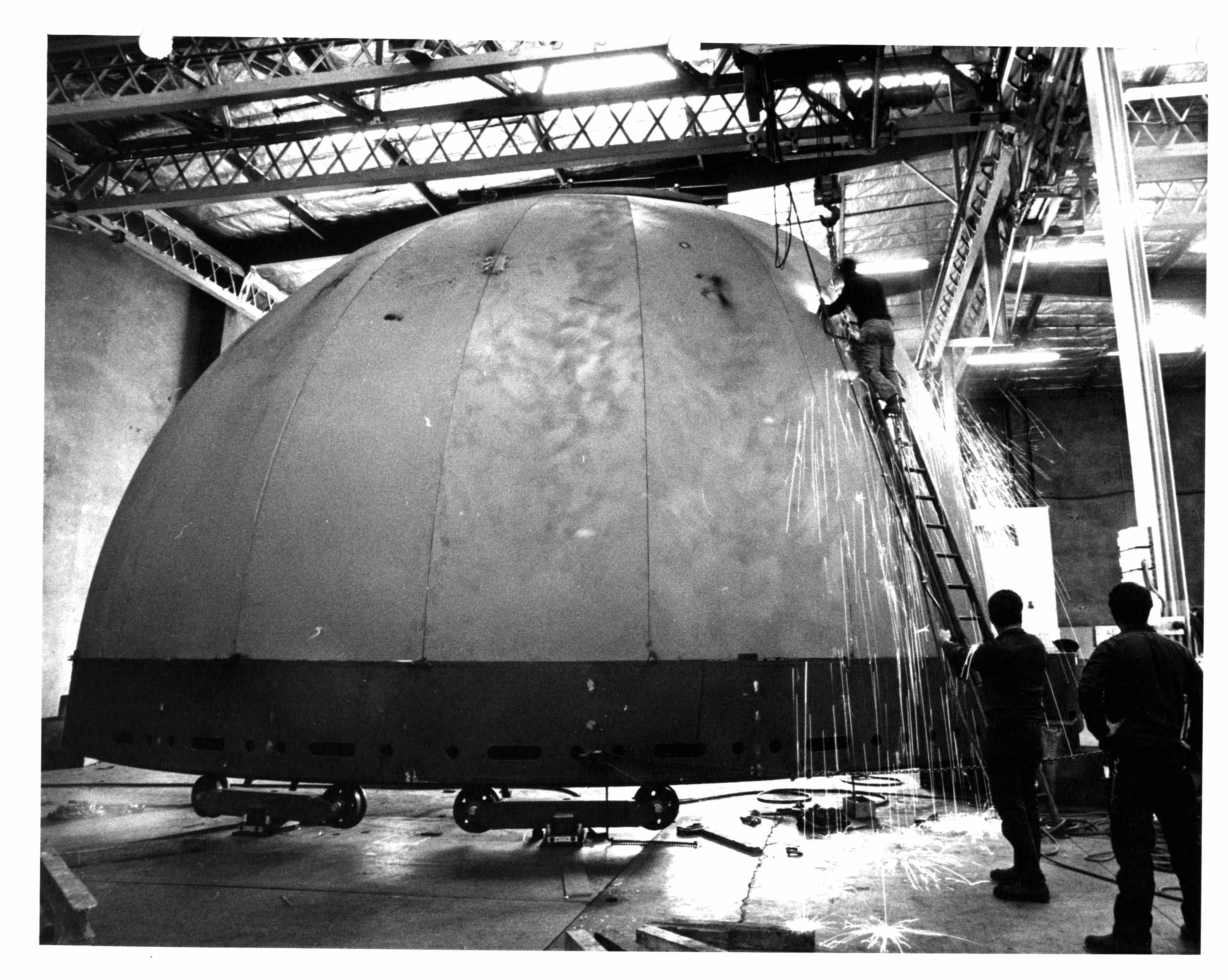
Fabrication and Installation of a Telescope Dome, May 1972
All large dome fabrication was done at L & F Industries in Huntington Park, California
 The 1st outside gore skins are starting to be welded together and to the bottom support ring.
The 1st outside gore skins are starting to be welded together and to the bottom support ring.
 Tying in the slit structure to the ending gores.
Tying in the slit structure to the ending gores.
{kind=link}
 Cutting in the vent holes.
Cutting in the vent holes.
 Installation of the dome at the site was done by L & F Industries
Installation of the dome at the site was done by L & F Industries